



重視非標數控刀具每個細節前進數控刀具精度怎樣前進數控刀具精度,細節抉擇勝敗。需求重視刀具制造的每一個細節,也在刀具制造質量的勝敗上起抉擇性作用。沒有多少用戶會不在乎加工刀具的質量。從數控刀具原材料的挑選、預處理以及刀具主要參數的刃磨、熱處理與刃口鈍化等刃形細節、刀具涂層的挑選、刀具涂前及涂后的處理、怎樣檢測和包裝運送等等,都需求注重到每個細節。細長桿刀具精度的前進,歷來是刀具制造中的難點,其主要原因是因為該類刀具的有用部分比較長、制造時刀具刃口離夾持部分比較遠。因為刃口離夾持部分太長,加上刀具夾持夾頭有必定的夾持精度在開端磨削之前,刀具刃口處的徑向圓跳動就有可能已達到0.005mm~0.0mm選用磨削工藝,磨削力較大,使刀具的彈性變形大,加工進程中會發生許多問題,如刀具槽形不對稱,刀具外圓尺度、刃部參數、形狀過失不符合要求,嚴峻時乃至導致刀具被折斷。機床精度對刀具精度的影響制造任何刀具時,機床的精度都是抉擇刀具精度的關鍵,細長桿狀類刀具也不例外。上海每卓實業有限公司,致力于精細刀具訂制;公司業務,同時經營液壓夾具、非標刀具、齒輪刀具等多業務;并在業內受擁好評!上海每卓實業有限公司專業提供非標刀具。浙江導條刀非標刀具設計

刀具在切削過程中會由于各種因素而磨損,縮短使用壽命。合理刃磨和使用刀具,延長刀具的使用壽命,降低加工成本,提高勞動生產率,保證產品的質量至關重要。當一把刀具使用一定時間后,它的刀刃會因磨損而變鈍,無法使用。經過重新刃磨以后,刀刃恢復了銳利,仍可繼續使用。這樣經過使用——磨損——刃磨幾個循環以后,刀具切削部分變無法使用,完全報廢了,刀具從刃磨開始一直磨損量達到磨損限度為止的總切削時間稱為刀具壽命。刀具磨損會縮短刀具使用壽命,損壞工件表...首先、刀具材料刀具材料是決定刀具切削性能和使用壽命的根本因素,對于加工效率、加工質量、加工成本以及刀具耐用度影響很大。刀具材料越硬,其耐磨性越好,硬度越高,沖擊韌性越低,材料越脆。硬度和韌性是一對矛盾,也是刀具材料所應克服的一個關鍵。對于石墨刀具,普通的TiAlN涂層可在選材上適當選擇韌性相對較好一點的,也就是鈷含量稍高一點的;對于金剛石涂層石墨刀具,可在選材上適當選擇硬度相對較好一點的,也就是鈷含量稍低一點的;這樣可以延長刀具的使用壽命。上海定制非標刀具設計汽車零部件非標刀具轉向節主孔加工組合刀具。

隨著世界工業的發展,非標刀具的應用日益。雖然在全球的金屬切削刀具家族里,標準刀具的數量無疑占有的優勢,但是隨著機加工行業被號稱為“提效率,降成本”的指揮棒敲腦袋以來,非標刀具的地位已被大幅提高。刀具行業轉變經濟發展方式的著力點應放在向制造業**市場進軍,淘汰高耗低效標準刀具的過剩產能,大力發展制造業急需的現代高效非標刀具,以**少的資源消耗,為社會提供比較大的生產力。刀具刀片創新發展的這個過程就是非標刀具和非標刀片的發展過程。在這個發展過程中,從無到有發展生產新產品,切削數量不斷增加,切削精度不斷提高,產品零件的形狀規格設計日益復雜。這些就需要有新的刀具去適應,刀具供應商就需要為客戶提供更有針對性的個性刀具服務。這些適應新產品的刀具不一定是在標準系列里,需要通過刀具的一系列創新技術手段的使用,提高金屬去除率、延長刀具壽命、減少停機次數、改善刀具拆裝的便捷性、提高運行性能等等,縮短加工時間,降低加工成本。
熱裝刀柄是運用金屬材料熱脹冷縮的原理,用熱感應設備(熱裝機,熱縮機)使刀柄的夾持部分在短時間內加熱,刀柄內徑隨之擴張,此時把刀具裝入刀柄內,刀柄冷卻收縮時,即可賦予刀具夾持面均勻的壓力,然后發生很高的徑向夾緊力,將東西牢牢夾持住。拆開刀具進程,與裝夾刀具基本共同,先運用熱裝機將裝夾刀具的刀柄加熱,刀柄內徑擴張,取出刀具。熱裝刀柄特點:歸納精度高,4倍徑處跳動≤0.003mm。動平衡好,低風阻,習慣高速回轉。結構緊湊,整體剛性高,合適深腔加工。夾頭和刀具之間沒有其他前言,抗污能力強。熱裝刀柄可解決高速精加工中極為重要的平衡、振擺精度及夾緊強度等問題。有些領域的工件形狀復雜,尺寸精度要求高,因此需要使用非標刀具進行加工。
跟著工業科技的開展,非標刀具的使用范圍不斷地擴大,非標刀具在使用時,刀具無需調整,操作簡單,加工安全;可完成粗鉆,擴和孔加工一體。非標刀具的裝夾部分有帶孔和帶柄兩類。許多帶柄的非標刀具的柄部用低合金鋼制成,而工作部分則用高速鋼把兩部分對焊而成。在非標刀具加工規劃中需注意以下幾個問題。1、進行過熱處理,強度和硬度較高,一般的刀具資料無法進行切削加工,或許粘刀的兇猛,這是,就需對刀具的資料提出特殊要求。一般的解決方法是選用的刀具資料,如含鈷的高速剛刀具擁有較高的硬度以切削調質過的工件資料,用質量的硬質合金資料刀具能夠加工高硬質的資料,乃至能夠以銑代磨。2、非標刀具的資料是比較脆的,尤其是硬質合金這種資料,這就使得加工中一旦遇到震動較大或加工扭矩較大時,刀具就會發生折斷,這在使用慣例刀具的加工中,往往不會造成很大的損害,因為刀具斷了能夠更換。3、刀具的幾何形狀較為復雜,在熱處理時,刀具容易發生曲折、變形,或許是局部的應力會集,這就應該在規劃時就注意防止容易發生應力會集的部位,對直徑改變較大的部位,加上斜角過渡或臺階規劃等。多數工況標準刀具都可以滿足,但是遇到特殊要求的就無法滿足,只有通過產品的實際要求來進行非標定做。泰州制動鉗刀具非標刀具
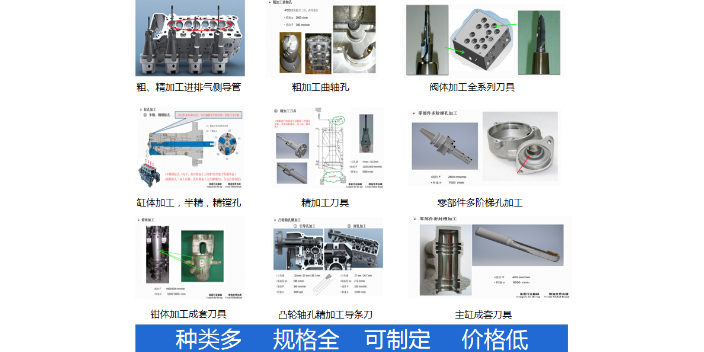
非標臺階鉆,一個或者幾個臺階一次性完成鉆頭,擴寬,倒角等。浙江導條刀非標刀具設計
隨著世界工業的發展,非標刀具的應用日益。雖然在全球的金屬切削刀具家族里,標準刀具的數量無疑占有的優勢,但是隨著機加工行業被號稱為“提效率,降成本”的指揮棒敲腦袋以來,非標刀具的地位已被大幅提高。刀具行業轉變經濟發展方式的著力點應放在向制造業**市場進軍,淘汰高耗低效標準刀具的過剩產能,大力發展制造業急需的現代高效非標刀具,以**少的資源消耗,為社會提供比較大的生產力。提高我們的生產效率降低成本。浙江導條刀非標刀具設計