



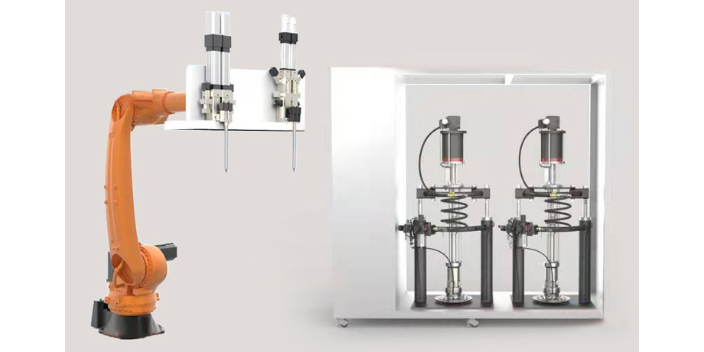
現象:雙組份灌膠機灌膠固化后產生大氣泡。主劑使用過多次。在涂膠機的混合過程中會混合水,這也可能是因為包裝的蓋子沒有緊閉。雙組份灌膠機灌裝的產品水分過多,建議在注膠前對產品進行預熱。主劑和固化劑混合物的表面與周圍空氣中的水分發生反應。我們選擇在干燥的環境中固化,或將其放在更熱的烤箱中。液體主劑和固化劑的混合物在固化前可能會與其他化學品(如溶劑、脫模劑、清漆、膠水等)接觸。綜上所述,這些都是膠水固化后雙組份灌膠機產生大量膠水的主要原因,每天倒膠時要注意避免類似情況。雙組份膠機結構緊湊,操作方便.主要部件均由冷床、噴嘴、濾網、濾油盤、支架和電氣控制柜組成。鄭州動態自動雙組份打膠機

那么如何合理控制點膠壓力?首先進行壓力與膠水使用相匹配的壓力測試,取出多組產品進行點膠測試,然后:根據膠水粘度、生產車間環境等因素設置合適的壓力。另一個可能導致點膠產品質量低下的因素是在使用中可能被忽略的環境因素:溫度,因此并不意味著不需要調整設定氣壓。當生產線的點膠生產過程中存在大量且頻繁的不良產品時,有必要對各因素進行檢查和測試。溫度還會導致膠水的流動性和粘度發生變化,這樣就須進一步調整出膠和收膠時間以及出膠壓力,以確保雙組份點膠機出膠產品的合格率。珠海AB膠注膠機供應商雙組份膠機一般A膠為主劑,B膠為固化劑。
調節ab點膠機的出膠量:使用ab點膠機時很麻煩的問題就是出膠量的大小,點膠產品的質量與膠量的調整直接相關,出膠量控制的實際效果不僅與基本參數有關,還與ab點膠機的維護保養有著密切的關系。以下是調整ab點膠機出膠量效果不佳的原因:1、氣管內氣壓不足,調節出膠量實際效果不明顯。2、存在漏膠、膠量太少的問題。3、點膠針頭二次使用會導致點膠針頭堵塞。ab點膠機的標準氣壓應調整在合理的范圍內,不得出現超壓或少壓的情況。如果氣壓不在規定范圍內,可能會出現噴膠失敗的情況。ab點膠機點膠時出現滴膠的主要原因是膠液濃度不夠,點膠時膠液沿針管滴落。提高真空抽吸能力,利用分配閥內的一些壓力來對抗外部大氣,關閉分配閥并調節分配的粘合劑量,更好地控制粘合劑輸出量。ab點膠機的標準氣壓應調整在合理的范圍內,不得出現超壓或少壓的情況。如果氣壓不在規定范圍內,可能會出現噴膠失敗的情況。ab點膠機點膠時出現滴膠的主要原因是膠液濃度不夠,點膠時膠液沿針管滴落。提高真空抽吸能力,利用分配閥內的一些壓力來對抗外部大氣,關閉分配閥并調節分配的粘合劑量,更好地控制粘合劑輸出量。
臺式熱熔膠高速ab點膠機小型家具和類似工藝品的高速生產需要大量的膠水,用普通的高速點膠機很難完成這種特別的點膠操作,可選擇高流量點膠閥,高速點膠機就是為了滿足這部分專業生產操作的需要而設計的,這些是根據生產操作的需要制定的,用戶可以根據這些特點選擇合適的點膠設備。兩部分ab膠考慮到適用粘合劑的問題,一些特別的粘合劑只能通過應用有針對性的高速點膠機來實現。以雙組份膠為例,雙組份膠只有按一定比例攪拌均勻,才能達到好的粘接效果。強力雙組份高速點膠功能,提高雙組份膠的轉化率,幫助有需求的用戶完成一定的點膠操作。應避免雙組份膠機制造過程中以及設備投產后對環境造成的污染。

有些膠水容易產生氣泡,影響質量。涂膠前用真空包裝機除去AB膠中的空氣,以提高涂膠質量。溫度對膠水的固化影響較大,溫度越高,固化時間越快。固化時間隨著溫度降低而增加,如果工作溫度太高,膠水的性能就會被損壞,無法恢復到原來的狀態。應根據生產要求選擇合適的固化溫度,根據情況選擇濕氣固化或電烘箱固化。如果每次使用的膠不同,應先清洗雙組份膠水灌裝機的桶體,并先清洗管道、泵等。否則,膠水會混合,還會流出,膠水中也會出現很多氣泡。如果您一直使用同一種膠水,則只需清潔混合區域即可。建議使用相同的膠水粘合它們。膠水應嚴格按重量比混合,B劑過多,固化速度過快,膠水會變硬。固化后容易出現裂紋,無法獲得良好的防潮效果。結果,膠水變得更軟,因此固化速度變慢,無法干燥,并且長時間不干燥。雙組份點膠閥是雙組份膠機重要的四個配件之一。鎮江全自動雙組份真空灌膠機
雙組份膠機采用先進的電化學原理實現了對物料的均勻噴涂、冷卻固化、脫模定型及后續加工。鄭州動態自動雙組份打膠機
隨著科技的飛速發展,各種新型設備層出不窮。在膠機行業,一種新型的雙組份膠機正以其獨特的優勢,迅速獲得市場的認可。這種雙組份膠機,不僅提高了生產效率,還提升了產品的品質。雙組份膠機,顧名思義,就是可以同時處理兩種組份的膠水機器。這種機器的優點在于,它可以在同一時間內完成兩種膠水的混合,從而節省了時間,提高了效率。此外,通過這種機器混合的膠水,其比例更加準確,使得生產出的產品具有更高的穩定性。相比于傳統的單組份膠機,雙組份膠機具有更大的靈活性。鄭州動態自動雙組份打膠機